暖房・冷房システムの脱気【基礎理論及び実用的解決法】~ガスは密閉システムにどのようにして入り込むか~(第二章)
ガスは密閉システムにどのようにして入り込むか
水張り水および補給水の中にはガスが溶解している。
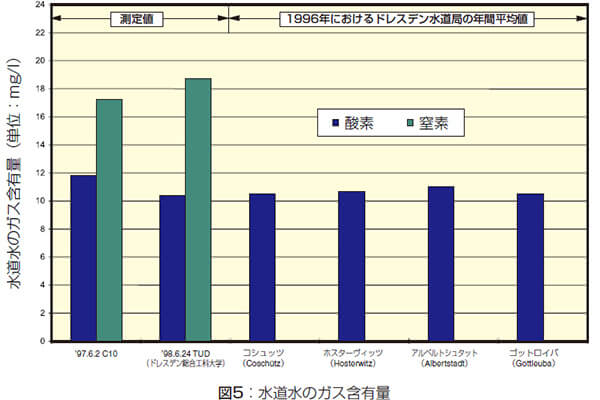
水張り水および補給水には水道水がよく使われる。これらの水は通常「空気が飽和」した状態になっている。ヘンリーによれば、理論上そこに溶存している酸素含有量は約11 mg/l で、窒素含有量は約18 mg/l である。
さらに微量ではあるが二酸化炭素も溶解している。図5はドレスデンでの実測値がこれらの数値と極めてよく一致していることを示している。もちろん地域的なばらつきはある。システムの気密性が最もその値に影響を与えることは言うまでもない。というのも補給水1リットルにつき29 mgの「エア」(窒素と酸素の合計)がシステム内に入り込むからである。
改修工事後の新たな水張り給水時および部分的補給水時に配管内の残存空気が閉じ込められる。
システム内の機器のエア抜きが不十分であると、閉じ込められた残存空気が水圧の高い循環水に溶解することが起き得る。実験では、水張り工程の後では水中ガス含有量がほぼ二倍になった。調査観察によれば、ガスによる運転トラブルの発生頻度は改修工事の後にも増えている。これは補給水として理想的な、ガスを含まない地域暖房1次側水配管から補給した場合でもある。
改修工事の箇所は、遊離ガス生成の起き易い場所(多くは建物上層部)とは遠く離れた場所で行われるかもしれない。しかし溶解したガスは循環水とともに運ばれ圧力の低いところで遊離する。このような事情からエアトラブルの因果関係の究明が一層困難になることがある。
空気は機器を通してシステム内に浸入拡散することがある。
空気中のガス(およそ窒素が78%、酸素が21%)と水中のガスの濃度差がシステム内への侵入拡散の推進力になる。運転中の温水の酸素濃度はほとんどゼロに近い(→第一章:図1)ので、大気中からと配管網へ拡散しようとする潜在的な力が強まることとなる。
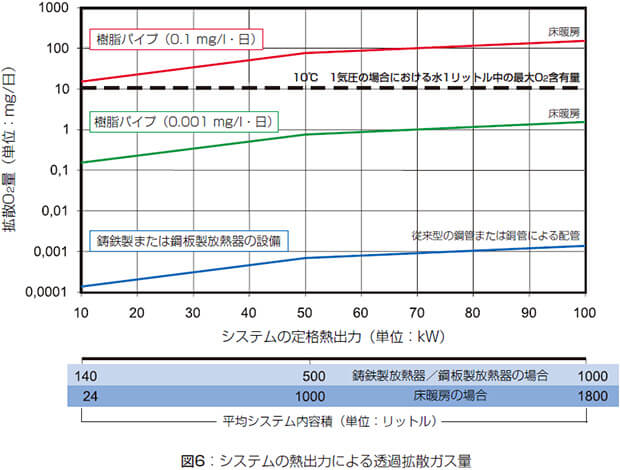
鉄や銅のような金属材料のガス透過性は工学的にゼロと無視できるほど小さいが、化学合成品、ゴム、シール材のような非金属材料についてはその透過性がむしろ高いと言える。そのため、たとえばDIN 4726 (※1) には酸素非透過樹脂管に関する酸素透過性の最大限界値を水1リットル、1日につき0.1 mgと定めている。
------
図6は、各種暖房システムへの透過拡散O2量を示したものである。このように樹脂パイプ床暖房の場合、透過拡散酸素量は銅管または鋼管による従来の配管に比べて千倍から10万倍も多くなっている。特に鋼管と樹脂管が混在して使われた床暖房では、すでに鋼管の腐食の問題を現実に起こすところまできている
化学反応および腐食によってガスが生成することがある。
材料の組み合わせ、水質、化学添加物、内容成分、圧力および温度といった多くの境界条件によって、システム水中にガスが生成されることがある。前述の(空気から取り込まれる)窒素ガスにほかに、水素ガスとメタンガスが現場調査中検出されている例がある。
化学反応によるガスの生成メカニズムはすべてが解明されているわけではない。いまだ仮説に基づくしかない部分がある。この分野にも行動を起こす必要がある。
鉄材料を使うシステムでは、水素H2がいわゆる「Schikorr反応」によって生成され、それが過飽和になるまで続くことがある。亜硫酸ナトリウムNa2SO3の配分割合によっては硫化水素H2Sの生成をもたらすことがある。(※2) また、いわゆる硫酸塩還元菌によって硫化水素が発生することもある。(※3) 銅材料を使用した装置(熱交換器のコイル、銅ろう付けされたプレート式熱交換器など)が組み込まれているシステムでは、生成したH2Sが酸化銅Cu2Oと反応して硫化銅Cu2Sに変成しうる。Cu2Oと異なりCu2Sは保護膜を形成しない。結果は、数年の運転でしばしば腐食兆候が現れ、事故の発生となる。
油脂が分解劣化する際に生物学的プロセスによって水素が生成するという仮説もある。これらの仕組みはある種のチューブシステムを製造するのに利用されている。
アルミニウムの使用(アルミニウム製放熱器など)は問題が生じる可能性がある。アルミニウムには製造時から十分な保護皮膜を生成させておかねばならない。アルミニウムの自然保護皮膜はpH 8.5以下で不動態として安定しているが、鉄材料を使うシステムはpH 8.5以上で運転すべきとされている。アルミニウム製放熱器を設置したシステムでは、3.2 mg/lの水素含有量で明らかな腐食の徴候が確認された。この含有量は大気圧、温度30℃ですでに水素の気泡が生じる溶存濃度である。
メタンガスCH4の生成は、一般的にバクテリアや腐敗発酵ガスによるところが多い。
システム圧力保持の不適切な運転や保守管理によってシステム内に空気が侵入することがある。
不十分なシステム圧力の保持維持管理が相変わらず「ガス問題」を引き起こす最も共通する要因である。特に隔膜式膨張タンクを装備した小規模なシステムで顕著である。それ故、私たちは適切な運転圧力維持管理が以下に大事か、そのための最も重要な原則を述べてみたい。
圧力保持システムは、システムのどこの場所でも、ポンプの運転時/停止時にかかわらず、負圧、キャビテーション、ガスの分離が起きないようにすることを確実にしなければならない。特にシステムの上層部、ポンプ、制御弁には特別の注意を向けなければならない。
最も共通する過ち:正しくない状態での運転開始、メンテナンス不足
特に隔膜式膨張タンクの場合、ガスの充填圧力P0と水張り給水圧力Pfが一致していないことが多い。ドイツ規格DIN 4807 T 2 (※1)が要求している年間定期検査、ガス充填圧力調整が行われることはきわめてまれである。それどころか多くの場合は、そのために必要なシステムとの縁切りが出来ないことすらある。
当社の調査によれば:
充填圧力P0が高すぎる、水張り給水圧力Pf(静水頭圧)が低すぎることが頻繁に見受けられる。
当社はこれらの発見を考慮に入れて、隔膜式膨張タンクのサイズ選定計算ソフト(EDP)による計算には、水張り最小圧力Pfを充填圧力P0より0.3bar高くするようにしている。
不十分なシステム圧
運転開始時の誤り、メンテナンス不足
- 静水頭圧Pstが低いシステム(低層建物、屋上機械室設備)の場合、充填圧力P0は気泡の発生やキャビテーションを起こしやすいポンプ、制御バルブを考慮して調整されなければならない。
キーワード:循環ポンプの吸い込み側最小圧力は製造元の仕様書による。
- これと対照的にポンプ押し込みタイプの場合、充填圧力P0決定に際してポンプ圧の一定割合(システムによるが60~100%)を考慮に入れなければならない。そうしないと「上層階が負圧になる」という典型的な危険がある。
不十分な補給水
水無しでは圧力を保持することができない(暖房システムの場合、静水頭圧を得るためにはシステム内容積の0.5%増しの水が必要)。水の自然減少分が適切に補給されないと、負圧およびその他の問題が生じることは必然である。定期的な検査を行わずに運転する場合は、自動的に水の補給がされることが不可欠である(第5章参照)。隔膜式膨張タンクの場合には、給水圧力Pfはガス充填圧力より少なくとも0.3bar高くなければならない。
VDI 2035 第2 1998年/3/が出版されると、圧力保持システムを通してのガスの吸収、特にエアの浸透拡散についての議論も新たに盛んになった。
図1(P.6)と図3(P.7)は循環水中で測定された酸素または窒素の含有量を示している。各設備はそれぞれ違うタイプの圧力保持システムを装備している。まず明らかになるのは、このガス含有量に影響を及ぼすのは圧力保持システムの方式の違いよりむしろ別の要因が大きいことである。しかし、特に酸素の含有量に関しては、誤った解釈をしてはならない。第1章ですでに述べたように、酸素は酸化腐食の過程できわめて急速に消費し尽くされてしまう。その上、循環水と膨張水が混じり合うことによって非常に薄くなる。そのため循環水内の酸素はほとんどが計測される前に把握されず逃れてしまう。しかし、開放膨張タンクの膨張管の赤錆はその存在を示している。開放膨張タンク内の酸素の測定では4から6 mg/l の値が出ている。(※2)
したがって、システム水が大気に直接触れる膨張タンクは錆の増長をさせるものであるから認めるべきでないことは疑いのないことである。
ガス室と水室を隔膜で分離する膨張タンクは時代の最先端のものである。しかし、脱気の目的で市場に登場している、システム圧を外部ポンプで制御する開放型膨張タンク(10頁の概要を参照)は酸化腐食、錆の増長の事態を何ら変えるものではない。これらは膨張タンクを屋上に設置した、かっての開放システムと同じようにシステム内の窒素濃度を減らしエアロックなどの循環障害は避けられようが、4~6 mg/l の酸素を膨張タンク自身から取り入れてしまうのである。(※2)これでは古い時代への逆戻りであり、有害であるから拒絶すべきである。残念ながら現在のところ、実際の運転状態でのタンク隔膜のガス透過性を決める規格化された方法がない。つまりガス透過性について定量的に論じることが出来ないということである。
ガスの問題は設備技術の発展にともなって大きくなった。
暖房設備に鋼管が使われ、循環ポンプの数、配管回路の数がそれほど多くない頃は、オーバーヘッド配管方式で中央集中水抜き管(エア抜き管)を設けていたが、今日の状況はこれとまったく違っている。
床下横引き配管方式はエア抜き水抜き箇所を分散させ、またそこが非常にやりにくい場所になることがよくある。
床水平面を使っての暖房・冷房システムあるいは水平方向への増設拡張工事の場合では従来のやり方でのエア抜きが困難である。
合成樹脂やゴムなどの部材の使用、またシール部の表面積増加とともにより多くの「エア」がシステム内に浸透する。→前ページに記述
種々の金属材料が混在することは、ある特定の条件下ではガスの生成を引き起こす。
現在の状況:近代設備ではガス含有量が増加しており、従来型の分散した「エア抜き水抜き」の要求が高まるが、あまりに多すぎるため一向に問題の解決が出来ない。
文献目録※1DIN4807 T 2:膨張タンク、冷温水システムの開放型および密閉型膨張タンク、仕様、要件、試験、1999年5月
※2リューリング、プロイサー:温水暖房システム内のガス、未発表の研究報告、ドレスデン総合工科大学、エネルギー工学研究所、エネルギー管理の教授、1996年7月25日

資料ダウンロード・お問い合わせ
- トップページ
- 住宅機器販売部トップ
- お役立ち情報
- 【基礎理論及び実用的解決法】(第二章)